逆变焊机uc3846控制图(逆变焊机原理与用途_UC3846控制芯片工作原理)
1、逆变焊机简介
“逆变”与“整流”是两个相反的概念。整流是把交流电变换为直流电的过程,而逆变则是把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为“逆变焊机”。
逆变焊割设备的工作过程,是将三相或单相 50Hz 工频交流电整流、滤波后得到一个较平滑的直流电,由 IGBT或场效应管组成的逆变电路将该直流电变为15~100kHz 的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流(或再次逆变输出所需频率的交流电)。逆变焊割设备的控制电路由给定电路和驱动电路等组成,通过对电压、电流信号的回馈进行处理,实现整机循环控制,采用脉宽调制PWM 为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊割工艺效果。
1.1逆变焊机原理
逆变过程需要大功率电子开关器件, 采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机称为IGBT逆变焊机。焊接时电路是闭合的,正是因为电路是闭合的才使得在整个闭合电路的电流处处相等;由于各处的电阻是不一样的,特别是在不固定接触处的电阻最大,这个电阻在物理学上称为接触电阻。根据电流的热效应定律(也叫焦尔定律),Q=I2Rt可知,电流相等,则电阻越大的部位发热越高,电焊在焊接时焊条的触头与被焊接的金属体的接触处的接触电阻最大,则在这个部位产生的热量自然也就最多,焊条又是熔点较低的合金,很快被熔化,熔化后的合金焊条芯沾合在被焊物体上后经过冷却,就把焊接对象粘合在一块了。
由于逆变焊机是一典型的开关电源(输出特性又有很大特点),输出功率大,工作环境变化大,所以要求元器件质量要好,这样才能保证工作的稳定型,寿命长。
1.2逆变焊机用途
逆变直流手工弧焊机、逆变半自动气体保护焊机主要用于低碳钢、中碳钢及合金钢等多种金属焊接。逆变氩弧焊机主要用于不锈钢、铝、钛、锆等的焊接,特别是不锈钢薄板焊接。
逆变空气等离子切割机用于切割碳钢、不锈钢、合金钢、铝、铜等多种金属。该产品可以切割绝大多数金属和非金属,因等离子弧能量集中,割件的热影响区小,具有切割速度快、切割面光洁、热变形小、切割成本低等特点。
焊接小车是根据不同客户工件特点专门设计的包括焊机、工装在内的一整套设备,通过控制焊接小车实现自动焊接。一台自动焊接小车的焊接效率是人工焊接的 2 至 3 倍,一个操作工可以同时看管两至三台焊接小车,大大降低焊接人员工作强度,减少对高焊接技能人员的依赖,大幅提高了工作效率和焊接质量。
以上产品广泛应用于建筑、机械制造、造船、钢结构、车辆制造、电建、管道、化建、锅炉、桥梁等行业的焊接及切割。
2、控制电路的设计
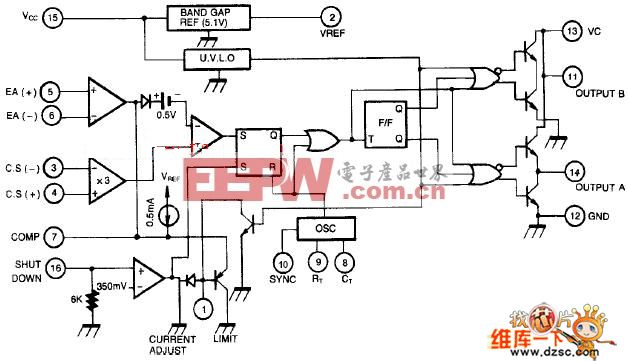
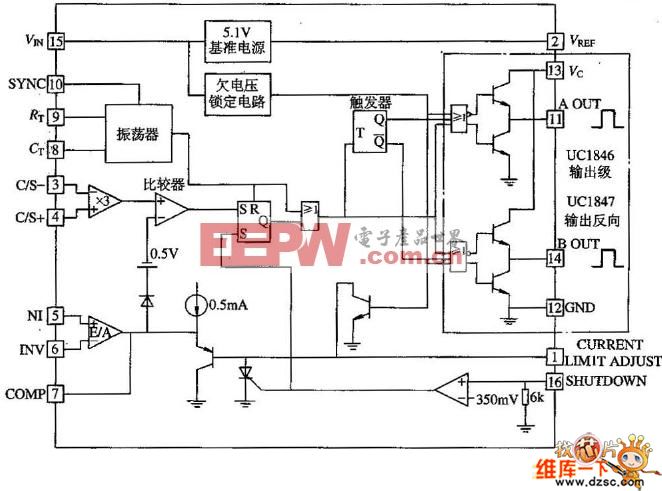
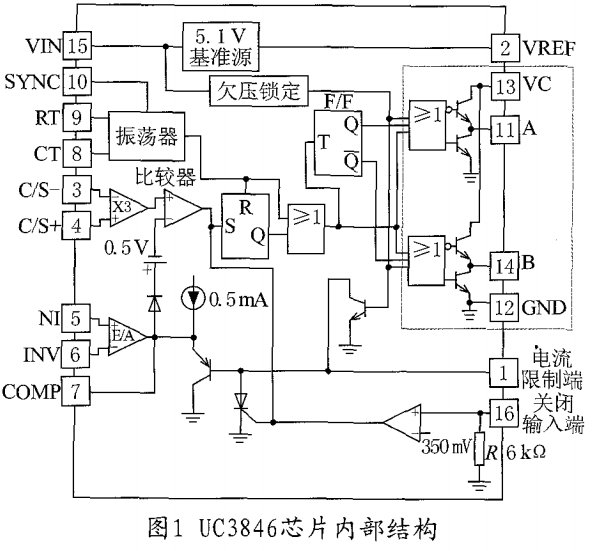
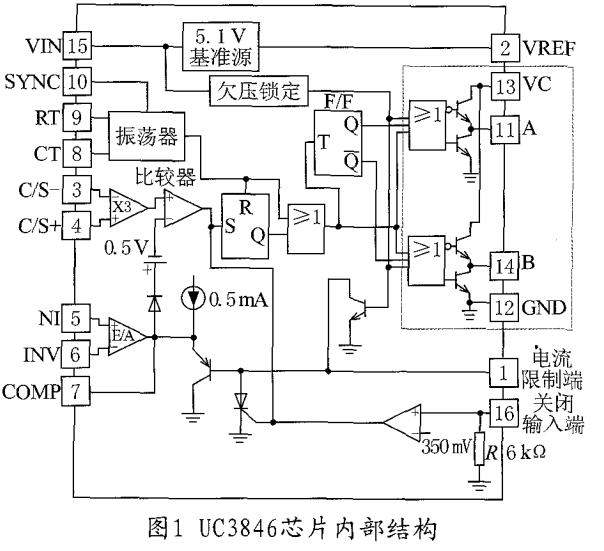
2.1UC3846电流控制芯片的工作原理
电流模式控制分为峰值电流模式控制和平均电流模式控制。UC3846采用的是峰值电流模式控制法,即将实际的电感电流和电压外环设定的电流值分别接收到PWM比较器的两段进行比较,如图:
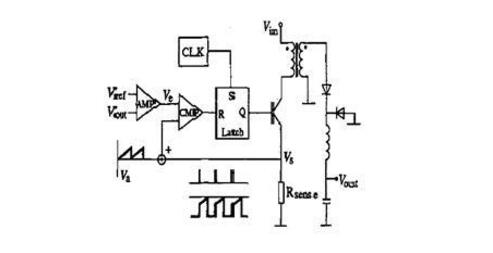
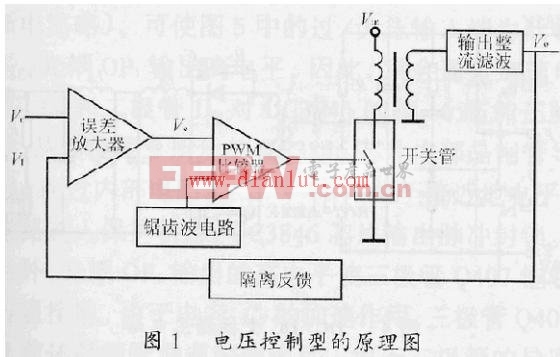
变压器一次侧电流采样信号被放大三倍后与电压误差放大信号比较,然后去控制PWM脉宽调制信号的脉宽。电流内环和电压外环同时起作用调节PWM脉宽,如果内环变压器一次侧出现过流,而外环电压信号由于存在输出电感响应速度比内环慢,这个电流信号被霍尔传感器检测到后经过放大与外环电压误差放大信号比较后会迅速调节PWM脉宽,因此UC3846比电压型PWM控制芯片响应速度更快,在变压器磁芯偏磁时,能同时调节变压器一次侧和二次侧的电流。但是同时,UC3846同时拥有电流内环和电压外环,因此从控制上来说更为复杂,在占空比大于50%时容易造成工作电流扰动,尖峰电流值和平均值误差大,并且在二分之一开关频率处容易发生次谐波振荡,为了提高电路的稳定性有必要进行斜坡补偿。
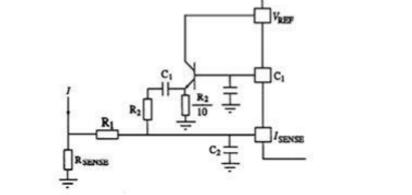
2.2斜坡补偿电路设计
UC3846自身提供了良好的斜率补偿实现平台,因为在定时电容CT上恰好有一个正的与振荡器同步、同频率的斜坡电压,只要将该电压信号分压之后与峰值电流信号进行叠加就可以实现补偿。从UC3846的脉宽调制原理来看斜坡补偿有两种实现办法,一种是将斜坡补偿信号加到电流检测信号中,另一种是将斜坡补偿信号从误差电压信号中减去,第一种办法在实现电流限制功能时易产生误差,第二种方法中,必须电压放大器的增益,实现起来比较麻烦。因此采用改进后的第一种办法,如图3接入射极跟随器减小晶振端的输出阻抗。射极电阻取R2的十分之一,为减少补偿电路对CT上的斜坡电压线性度和稳定性的影响,R2的阻值要足够大。
下面计算R2参数值:
1.计算输出电感电流斜坡下降斜率:
2.把输出滤波电感电流下降斜率折算到变压器一次侧
3.计算折算到一次侧的电流检测信号电压值

4.计算振荡锯齿波斜坡电压的斜率

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码