基于AVR单片机的轮胎模具内径测量系统
2.2 测量原理和功能实现
轮胎模具花纹块剖面如图3所示:花纹块最上边的是模具胎口,其加工的误差一般较小,选取作为基准。设胎口离花纹块中心线X1的距离为RT,把这个内圈设定为基准圈。轮胎模具内径测量是基于模具胎口半径RT已知的前提下,由程序控制整个测量过程。
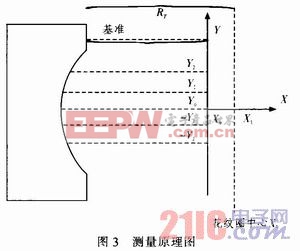
在保证待测模具的平面度和同心度状态下,调整转动电机和垂直位移电机,使得激光感测头位于被测点上方的已知胎口直径位置。调整水平位移电机,使得激光感测头与胎口被测点的水平距离为80±0.5 mm,激光传感器在这个距离下测量精度最高。
根据胎口半径RT和胎口被测点的激光测距值、水平光栅尺读数,可以得到如下等式:
![]()
其中,XL是激光测距值,XR是水平光栅尺读数,这两个值可以多次测量取平均,XS是系统装配和放置待测模具时的固有值,即如图设备中心X0离花纹圈中心X1的距离,相对于垂直方向的每个被测点而言,XS在整个测量过程中是不变的,因此可以得到下式:
![]()
当测量臂垂直移动至待测模具被测点的垂直位置后,平移激光感测头至距离被测点80±0.5 mm处,然后读取被测点的激光测距值XL’和水平光栅尺读数XR’,则被测点的半径满足:

只要按照上述方法逐点测量和计算出各个被测点的直径,就可以完成圆度测量了。
在整个测量过程中,由于要避开模具的花纹,因而对测量点有一定的要求。使用ATmega16精确控制步进电机运行可以找到待测点,并在此基础上加入手轮控制器微调步进电机找到合适位置后再采集数据,这样就可以对人为设定的测量点进行测量。
2.3 设备的行程控制
在测量设备水平和垂直移动极限位置处放置行程开关来保证运行安全,为了降低成本,通过测量转盘的所有信号没有采用电滑环而使用电缆直接连接。因此设备在旋转时不能总是沿一个方向旋转,否则会扭断电缆。本设计中旋转角度不超过360°,为了区分旋转的0°和36 0°,在测量转盘指定的位置处分别放置两个并排的行程开关。通过判断这两个行程开关动作的先后次序来确定旋转的位置,然后决定可旋转的方向。
3 单片机设计
主要思路:上位机对电机进行测量步骤的控制,通过发送命令使步进电机沿设计思路正确测量数据。而在某些测量点上,需要人工干预时通过转动手轮即可微调电机。而行程开关可以限制机械转动的位置,也可以用于复位设置。
3.1 步进电机的驱动
步进电机的运行要有步进电机驱动器,把控制系统发出的脉冲信号转化为步进电机的角位移。步进电机的转速与脉冲信号频率成正比,步进角度与脉冲数目成正比。步进电机启动时,必须有升速、降速过程,升降速的设计至关重要。如果设计不合适,将引起步进电机的堵转、失步、升降速过程慢等问题。为了实现升降速,用阶梯型频率变化来模拟频率线性变化过程。如图4所示。


加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码