基于AVR单片机的轮胎模具内径测量系统
摘要:文中所设计的基于AVR单片机的轮胎模具内径测量系统,采用光栅尺和激光测距仪测量模具内径,单片机通过接收上位机的命令控制步进电机改变测量点,同时控制光栅尺数显表进行数据采集实时返回给上位机。上位机将光栅尺数据和激光测距仪数据进行运算后得到模具的内径,测量精度在4μm以内。
关键词:AVR;步进电机;光栅尺;激光测距仪
轮胎模具用于成型轮胎,其加工质量对轮胎的生产非常重要。为了生产出好的轮胎,必须对轮胎模具加工质量提出高的要求。传统的加工质量检测法主要是靠百分表,人为采集数据后分析得出加工质量报告。这种办法的局限性是需要操作者有一定的工作经验,而且取样过程人为控制,精度受到一定影响。近几年来,轮胎模具工业随着轮胎的大量需求而得到了快速发展,传统的检测方法不能满足市场需求。光栅尺是一种数字位移测量设备,测量范围可达几十米,测量精确在微米级;激光测距仪是一种非接触测量设备,可以对不规则表面的目标位移进行测量,但是测量距离较小。将大范同的光栅尺和非接触测量的激光测距仪结合起来就可以实现对不规则面的目标距离进行测量。将光栅尺读头与激光测距仪固定在机械横梁上,运用步进电机控制横梁的运动,分别对模具不同层面的内径进行测量。
系统采用AVR单片机实现控制步进电机和光栅尺数据读取,通过接收上位机的控制命令,AVR单片机控制步进电机运动,数显表数据和激光控制器位移数据自动经串口发送给上位机,从而完成对模具内径的自动测量。
1 系统组成
基于AVR的轮胎内径测量系统主要由AVR单片机、上位机、光栅尺、数显表、激光测距仪、驱动器、步进电机、电子手轮、行程开关等组成。其功能框图如图1所示。
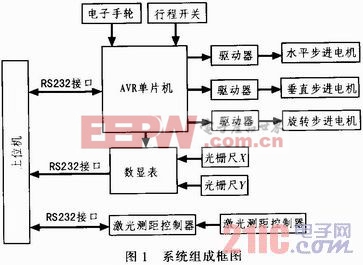
单片机选用的是爱特梅尔公司的ATmega16;上位机采用研华公司生产的ARK3360L工控机,它拥有多个RS232接口;激光测距仪采用的是日本基恩士公司的LK-G85激光测距传感器和LK-G3001V激光测距控制器,其分辨率为0.1μm,测量范围-15~+15 mm,测量距离为80 mm;光栅尺采用广州诺信数字测控设备有限公司的KA300型系列光栅位移测量设备,读数由其公司的SDS6型数显表实现。最终的内径计算由上位机接收到激光测距仪数据和光栅尺数据后完成。
2 系统功能分析
2.1 模具内径测量方法
轮胎模具置于静止的工作平台之上,旋转测量平台处于工作平台的中心位置,在旋转测量平台上的横梁和立柱可以沿径向和垂直两个方向移动,激光感测头置于测量横粱上。根据轮胎模具的内径不同,沿径向移动测量横梁,将激光感测头移动至测量范围内,即可测得激光感测头至轮胎模具内圆的距离,再通过利用光栅尺测量横梁径向移动的距离,换算出轮胎模具的内径。通过控制电机旋转测量平台,就可以按照节距逐一测量轮胎模具内径,从而得到轮胎模具的圆度。将测量横梁沿立柱垂直移动,就可以测量轮胎模具不同垂向高度的内径,从而得到模具的圆锥度。
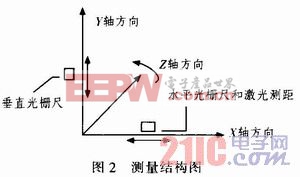
测量系统一共有3个步进电机控制测量设备沿3方向运动;两把光栅尺读取水平和垂直位移数据,还有激光测距仪实现非接触位移测量,其测量结构如图2所示。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码