基于80C196KC的软开关型脉冲MIG焊机的研究
4 电源控制系统设计
4.1 控制系统工作原理
在单片机闭环控制系统中,采用高性能的MCS-96系列单片机80C196KC作为电源控制系统核心,通过编程实现焊接过程控制、电流电压采样、A/D转换、PI运算、参数预置等功能。整个系统采用闭环负反馈控制,逆变采用PWM方式控制输出电流的大小,控制量经由MAX530组成的D/A转换电路后送到脉宽调制芯片UC3846,输出自带死区的两路PWM驱动信号,经过脉冲变压器的隔离驱动IGBT,输出恒流外特性。
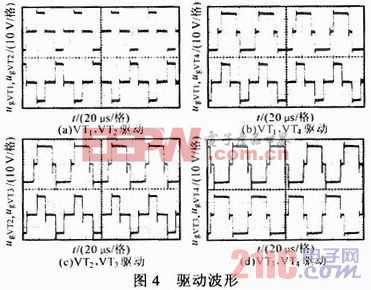
4.2 IGBT驱动波形
图4为实测IGBT驱动波形,其中图4a为同一桥臂VT1,VT2上的驱动波形ugVT1,ugVT2,由图可知,两路驱动波形相位相反,脉宽相等,与预期的目标相同。图4b为同一导通回路VT1,VT4上的驱动波形ugVT1,ugVT4,即ugVT4一直保持最大脉宽,通过控制ugVT1脉宽来实现PWM调节。图4c为VT2,VT3上的驱动波形ugVT2,ugVT3。图4d为VT3,VT4上的驱动波形ugVT3,ugVT4。由图可见,ugVT3,ugVT4一直保持最大脉宽,只有ugVT1,ugVT2的脉冲宽度是跟随PI计算后的给定值而变化的,符合所设计的软开关主电路要求。
5 控制系统软件设计
控制系统是在系统软件的控制下工作的,控制程序作为整台焊机的精髓所在,其结构的合理性、程序的实用性以及可靠性就成为数字化焊机的关键所在。合理的程序结构、正确的程序流程是保证焊机正常工作的基础。
5.1 PI控制算法
PI运算是控制软件部分主要完成的工作之一,数字PID控制算法的程序编写较为简单,根据所设计焊机的具体要求,并结合以往的研究结果,系统有比例、积分环节即可得到满意的控制效果,加入微分项可以提高系统的动态品质,但其运算和参数调整较为复杂,会占用单片机过多的时间,降低了响应的快速性。故此处采用PID算法中的PI部分,其控制规律为:
![]()
式中:α=K(1+T/Ti),β=-K;ei,ei-1分别为第i次和第i-1次电流给定值与反馈值之差;I(i),I(i-1)分别为第i次和第i-1次输出给MAX530的控制参量;α,β的值是通过大量实验整定后确定的。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码