基于FPGA和NiosII的逆变焊接电源控制器
根据以上的设计思路,采用VHDL语言描述、以状态机的形式设计ADC控制器。
2.1.2 DPWM控制器
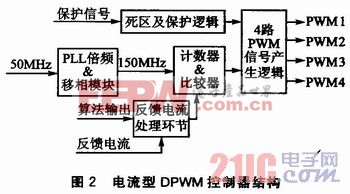
数字PWM(DPWM)控制器作为连接控制算法与焊接电源主回路的桥梁,作用至关重要。在以DPWM方式控制的逆变电源系统中,DPWM一般可以分为电压型DPWM和电流型DPWM两种方式。电流型DPWM反馈电流和锯齿波叠加后,与控制信号直接比较,DPWM信号可以迅速输出电流的变化,动态性能较好,因此本文采用电流型设计方案。
DPWM控制器一般需要满足:占空比可变,而且PWM占空比更新快;有足够的死区时间保证IGBT可靠关断;能快速抑制不正常输出电流的突变,以防止焊接电源负载在短路、焊接电弧、断路之间切换时造成系统不稳定;当出现过流等异常现象时,能快速封锁DPWM驱动信号,保护主回路。
此外,为了避免系统输出出现极限震荡现象,要求DPWM控制信号的分辨率要高于采样分辨率。本设计中,ADC有效采样分辨率设置为10位,采用150 MHz的计数频率和30 kHz的逆变器开关频率,由式(1)可推算出DPWM控制信号的分辨率:
为DPWM控制信号的分辨率。代入实际数据可得,计数上限为5000,即至少13位的分辨率,高于ADC的采样分辨率。综合上述分析,电流型DPWM控制器的结构如图2所示。
2.1.3 双闭环控制算法
(1)电流控制方案
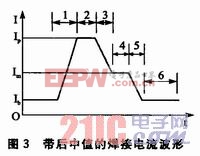
脉冲MIG焊一般采用带后中值的焊接电流波形,如图3所示。焊接过程的要求各阶段电流稳定,且峰值电流Ip、基值电流Ib、中值电流Im以及电流变化斜率都应精确控制,以保证焊缝质量。因此,保证控制脉冲参数的精度为电流控制的基本要求。闭环形式的PID算法最为常用,但是各阶段的电流变化斜率不尽相同,即使反复选择PID算式的kp、ki、kd参数,也只能折中各阶段的控制指标。变参数PID控制则可以分段设定kp、ki、kd参数,优化控制效果。本文采用变参数PID作为控制方案。
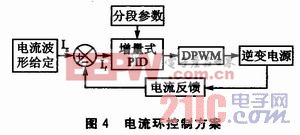
根据波形的6个阶段,将PID参数分为6组,分别分段调试取优后存储。工作时控制器根据当前的焊接电流阶段选择最优PID参数,以充分保证焊接电流的各个指标。这里采用增量式PID方案,变参数PID电流环控制方案如图4所示。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码