基于振动信号处理技术的传动链误差分析
摘要:以某数控机床传动系统为研究对象,分析了该数控机床传动系统的动态特性。为进一步提高数控系统的可靠性,文章对机床轴系振动信号进行处理分析,研究了该数控机床的多轴同步性、动态传动链误差的测量、分析与溯源。
关键词:数控机床;传动系统;传动链误差;振动信号处理技术
1 磨齿机工作原理
加工原理为成形法磨削、即将砂轮轴截面截形修整为齿轮齿槽相适应的截面、进行成形磨削加工。
2 被测轴信息
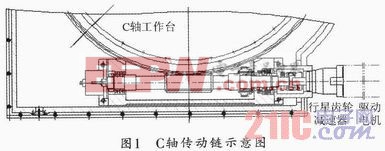
磨齿机床C轴是一个圆形工作台,主要用于承载被加工齿轮并完成齿轮磨削过程中的分度运动。因此,C轴的运动精度需要严格控制,其回转误差将直接导致被加工齿轮的周向误差。C轴的传动链如图1所示:驱动电机的输出连接传动比为5:1的高精度行星齿轮减速器,然后通过联轴器连接蜗轮蜗杆,带动工作台同转。其中,蜗轮齿数为215齿,蜗朴为单线。因此,从驱动电机到C轴工作台的总传动比为:215*5= 1075。以该传动链作为被测对象,将C轴设为一号轴,其光栅条纹数为45000。驱动电机设为二号轴,其光栅条纹数为1024。
3 瞬时传动误差分析
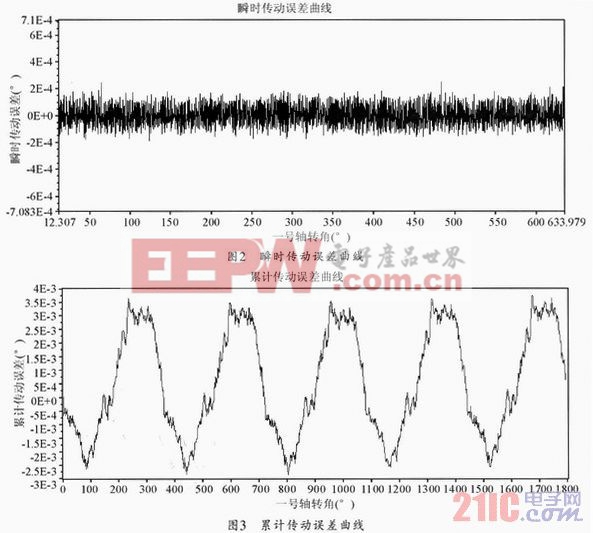
瞬时传动误差是利用相邻两个采样点的数据进行传动误差计算,由于测量步长较小,因此对传动误差的瞬态波动较为敏感。可以用于榆测啮合齿之间夹杂沙粒,齿面缺陷或者信号干扰等故障。图2是73200 3#机床的瞬时传动误差曲线,可以看出该机床瞬时传动误差曲线较为平稳,最大瞬时传动误差为1.67角秒。
1
2

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码