基于数据拟合的激光焊接焊缝图像表面缺陷检测
4 实验
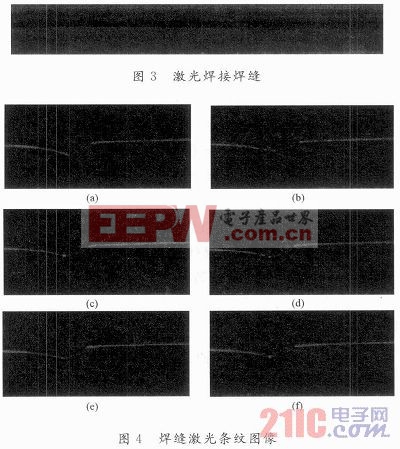
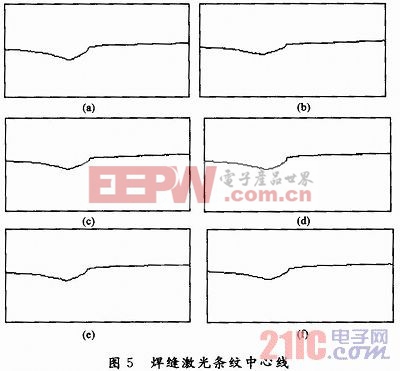
图3为带钢焊缝,焊缝长为1.25 m,厚度为2 mm,焊接平均速度为8.3 m/min,激光功率为8 kW。图4是采用结构光视觉检测系统采集到的6帧焊后焊缝结构光图像。图5是采用第2节算法对图4图像处理后得到的激光条纹中线心图像。图6是采用第3节直线和二次曲线拟合法计算出的焊缝精确端点位置。图6中的坐标单位为像素。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码
加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码