射频连接器用开槽插孔的可靠性设计与制造
另外,对于50Ω的空气介质同轴传输线,插孔接触件上开槽会对射频同轴连接器的阻抗、电压驻波比产生影响,所引起的特性阻抗偏差、电压驻波比可分别由公式(6)、(7)计算得到。
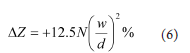
其中,△Z—特性阻抗变化的百分数;
N—开槽数目;
w—插孔接触件上的槽宽,mm;
d—插孔接触件的外径,mm。
![]()
其中,S —电压驻波比;
f —频率,GHz;
g —间隙宽度,mm;
dg —间隙区域内导体的直径,mm;
d —内导体的直径,mm;
N —开槽数量;
w —槽宽,mm。
由公式(6)和(7)可见,开槽数量越多、槽宽越大,对射频同轴连接器的阻抗、电压驻波比的影响越大,因此在确定开槽数量和宽度时,还要充分考虑这些影响,使其在规定的范围内。
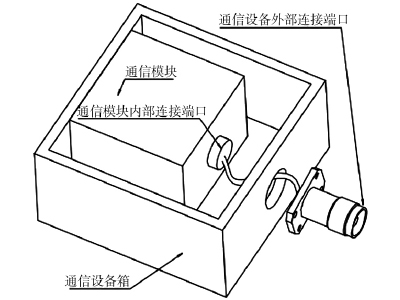
插孔接触件的制造
开槽插孔接触件通常选用弹性及强度较好的锡磷青铜或铍青铜合金线材或棒材制造。选用锡磷青铜合金时,工序包括:加工外圆和内孔、开槽、收口、预插、进行低温(175℃~185℃)稳定处理、电镀等;选用铍青铜合金时,插孔收口后要进行强化热处理(HV320~HV360),才能充分发挥铍青铜材料的高弹性性能。
开槽
从电气性能来说,开槽宽度越小越有利于实现高的电气性能。但槽宽越小,加工难度越大,且开槽后的后处理(如去除毛刺)难度也越大,尤其是超小型连接器的插孔接触件。处理不好,往往是射频同轴连接器失效的原因之一。
通常的方法是采用锯片刀开槽,随着刀具技术和设备技术的发展,开槽宽度逐渐减小到0.15mm、0.10mm,甚至更窄。在开槽过程中,应注意的问题是保证开槽的对称度、直线度,以及毛刺的控制和去除,否则会严重降低“指状”接触片的强度,降低射频同轴连接器的使用寿命。
由于插孔接触件通常用铍铜合金制造,在加工中容易产生毛刺,且难以去除,所以一些厂家采用电加工的方法进行加工。由于电加工对加工部位产生电化腐蚀,且内孔中残留的腐蚀物、冷却液等杂质不容易清除,往往会对后续的热处理、电镀(镀不上或附着力小易脱落)等产生不利影响。
收口
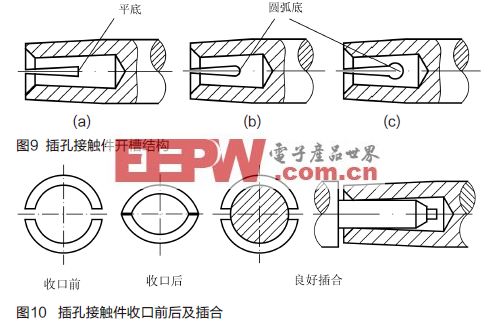
对于开槽插孔接触件,要采用机械方法将其“指状”接触片均匀地向中心收口,才能与插合的插针接触件之间产生符合规定的分离力(接触压力)。精密收口是产品性能的关键因素,直接决定其接触性能和可靠性。2槽插孔接触件收口前、收口后、插合状态如图10所示。最佳的收口应是准确控制、形成椭圆形闭合,使插针、插孔接触表面平滑。插针必须在插入力较小的情况下插入,从而得到较好的电气性能和可靠性。
正确收口

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码