基于PCC的CAN总线分布式生产控制系统
写PCCD 的CAN 总线代码:
INIT SP for the task
enable = 1
baud- rate = 25
cob-anz = 35
CAN-open (enable ,baud- rate ,cob-ant ,adr (erro-adr) ,0 ,0 ,us-ident ,rc-open)
;Cyclic section of tark
if (rc-open = 0) then
CANwrite (enble , us-ident , $ # # , adr ( data-adr) , 8 , rcwrite)
If (rc-write> 1then) ;错误处理
endif
enfif
(2) PCC CAN 总线的读数据
在PCC 中设置一较高优先级的task 来处理轮寻采集模块的数据。为降低系统成本和提高采样的速率。本系统根据轧辊的分布情况采用8 块张力,2 块热电偶采集模块。每块模块可采集6 路信号。实际使用4 路输入,另外2 路作为备用。采样精度为10 位。这样需求20 个CAN- id.其采样周T = 20 ×task 的(时间片= 1ms) 。其初始化,及函数参数表同CANwrite 其读过程应限于篇幅也从略。
(3) 现场采集模块的构成
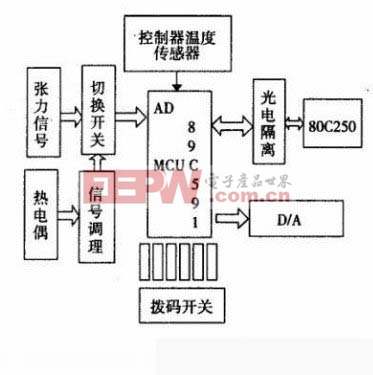
如上所述,湿法皮革生产线现场环境恶劣。因此设计高可靠的CAN 总线模块是生产线正常运行必要保障。其结构框图如图4 所示。电路中采用了89C51 芯片。该芯片集成mcs - 51 内核。具有电路10 位A/ D.内建兼容CAN 2. 0B 的CAN 总线控制器。取代系统的分散元件,提高了系统的可靠性。考虑到现场的干扰及PCC 的设备安全,在CAN 总线与CAN 控制的输出之间采用光电隔离。为CAN 总线的驱动器P82C250.P82C250 是专门用于CAN 总线的收发驱动8 脚芯片,TxD 和RxD 引脚分别发送经驱动后的发送和接收信号;双绞线介质分别接受CANH ,CANL 引脚。在网络的末端应注意加上120 终端匹配电阻。防止反射信号对通讯过程的影响。现场控制器的结构图如图5 现场模块主要完成对0~5V 张力信号的采集,热电偶mV 信号的采集,现场温度的采集。mV信与0~5V 信号采用开关切换。D/ A 转换输出0~5V 电压信号控制变频器。87C591 内含一SJ1000 的CAN 控制器,因此模块降低外围器件,也避免SJ1000 与MCS 时钟同步问题。CAN 的驱动采用P82C520 专用芯片,并且实现控制器与网路的光电隔离。P87C591 是一个单片8 位微控制器,具有片内CAN 控制器SJ1000A.全静态内核提供了扩展的节电方式,振荡器可停止和恢复数据,在RM 外部时钟速率时实500ns 指令周期,片内令6 路10 位AD等其他性能。
6. CAN 通信软件的设计
(1) CAN 通信协议的确定
由87C591 中的控制器提供了物理层,数据链路层。通讯协议的设计主要是基于应用层开展的,通过有效的分配CAN 协议的ID 资源从而完成对各控制住处和数据正确可靠的传输。ID 的分配表如下表所示:

(2) 采样方案的确定
这样通过有效分配ID 号来保证各种数据的优先级,由于温度过程时间常数较大可采用较低优先级,张力采样需要实时采样,因此采用较高优先级,并且在主站的CAN数据轮询中安排不同的采样周期,在PCC 中采样周期可以通过设定不同的TASK的时间片来控制。温度采样控制过程采用IS的TASK,而张力采样则采用MS的HS级的TASK.
(3) 现场采集模块CAN 总线通程序流程
现场模块采集用接收信息采用中断方式,根据数据请示信号,采用查询发送采集信息。在CAN 通信过程中发生中断还应判断中断类型,并依此作一些故障处理,这里从略,需要说明的本现场采集模块充分利用CAN 控制器四个接收屏验收滤波器灵活配置,来简化根据ID的信息分类。
7. 结束语
本系统综合的PCC 的编程灵活,可靠性高与CAN 总线分布系统的价格与可靠性优势。它的应用,增强了皮革生产线的柔性与可靠性。降低了成本,本系统应用2003PCC 系列主机,对电力系统,以其他需要高速采集数据的分布系统具有一定的借签。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码