ROCKWELL基于DeviceNet现场总线的汽车总装生产线控制系统
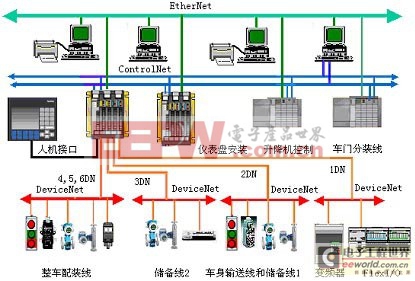
图1以DeviceNet为底层网络的总装生产线现场总线控制系统
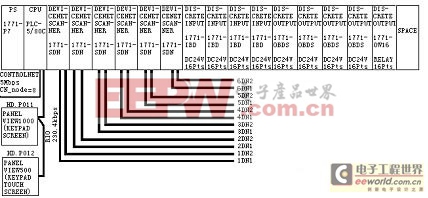
图2PLC-5/80C硬件配置
所有现场生产设备的工作状态、工作参数、故障信息等均通过DeviceNet网络传送至位于中控室的控制器;控制器对现场生产设备实施的各种控制也是通过DeviceNet网络进行的。系统中连接到EtherNet上的监视计算机应用组态软件RSView32,以丰富的文字、形象的图形显示各生产设备的运行状态、运行参数、自动弹出故障报警画面、记录故障点、调出相关的控制程序及电控图纸,也可进行生产信息的自动记录、统计管理等,并可将报警信息(故障点、故障原因、故障时间等)传送至维修部门的远程终端上,而且可通过连接到EtherNet上的控制器控制生产线的起停、改变控制参数等。系统通过远程I/O在控制柜上安装了人机接口HMI,用于显示生产设备的工作状态、工作参数、调节控制参数等。系统具有完善的PLC故障自动诊断程序和HMI报警系统,使设备故障的查询极其快速、方便、准确。系统采用电流闭环自动控制技术解决了单链多驱动同步控制的技术难题,保证了生产线的正常、安全运行。系统控制层采用冗余的ControlNet网络实现与车门分装线、升降机控制系统、仪表盘安装系统等的PLC处理器进行实时的控制信息交换。
2.2系统构建与调试
现场的所有信号通过DeviceNet网络实时传输到控制器,控制器控制信号也是通过DeviceNet网络传输到现场设备中,因此DeviceNet网络的构建是整个控制系统的基础,其构建步骤如下:
(1)进行总体规划,合理布线;
(2)将DeviceNet网络节点设备连接到网络上;
(3)安装通信软件RSLinx和网络组态工具软件RSNetworxforDeviceNet或DeviceNetManager;
(4)给将要添加到DeviceNet网络上的每个设备分配节点地址并设置正确的通信波特率,因为DeviceNet网络上每个网段所有节点的通信波特率必须一致,且不允许有节点地址重复的设备;
(5)将编程终端(计算机或专用编程设备)连接到网络上(通过计算机通信板卡或外置通信模块)并建立通信,即在RSLinx下配置DeviceNet驱动程序:DeviceNetDriver(1784-PCD/PCIDS、1770-KFD、SDNPTdriver)(该操作只能在在线模式下进行);
(6)通过网络(DeviceNet或上层网络ControlNet、EtherNet)配置DeviceNet设备运行参数,如设备的I/O数据触发方式、设备I/O报文的大小及设备本身的运行参数(如变频器的启动方式、最大频率及其它运行参数);
(7)将设备配置参数下载到节点设备和DeviceNetScanner(1791-SDN)中,并保存到网络组态工具软件的配置文件中(用于离线查看网络信息或配置相同的网络)。
DeviceNet网络的硬件布线及软件组态十分简便,因此系统的安装调试周期大大缩短。
在进行DeviceNet网络硬件安装调试时应注意:a.推荐选用罗克韦尔自动化等公司的DeviceNet总线电缆及连接组件(这可使硬件安装大大简化,并提高可靠性);b.每个网段供电电源只能有一点接地;c.网络总线两端应安装正确的终端电阻(120Ω,可选配罗克韦尔等公司随系统提供的标准终端电阻),在系统不上电时测得的网络CAN-H和CAN-L之间的电阻值应在50-70Ω。
二、结论
基于DeviceNet现场总线的汽车总装生产线控制系统,总线长度(3000m)、节点数量(200多个)等均为目前全国之最,系统总体技术达到了国际先进水平。三年来的系统运行实践表明,系统功能强大、安全可靠、操作灵活,为一汽-大众公司创造了明显的经济效益,并大大提高了生产效率、自动化生产水平和管理水平,使得公司在激烈的市场竞争中处于领先地位。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码
