基于Profibus现场总线的车间生产过程自动化管理方案设计
(1)主控柜单元
本单元包括PLC-CPU、HMI、以太网接口及Profibus主站单元。CPU主要负责信息的处理及保存,并通过以太网接口将信息发送到厂级以太网,使总装车间内的生产信息共享。同时PLC接收来自厂级指令系统的指令,来自动调节生产节拍,保证生产计划的按时完成。
(2)生产呼叫单元
用于生产过程中,操作工人的实时支援呼叫,包括呼叫班长、维修、品质、工艺、物流火员。可以实现呼叫信息的快速传递,减少求助时间,对准时化(JIT)生产作业构成支持。本单元包括72点拉线(工位拉线呼叫)、10个触摸屏(分类呼叫触摸屏)及相关控制系统。当生产人员因有呼叫请求时立即拉下该工位的拉线呼叫开关,班长了解需求后,在触摸屏进行二次分类呼叫。呼叫分类有维修、品质、工艺、物料。
(3)ANDON看板单元
该单元包括三条主线的三块安东看板及相关控制系统,用于直观显示拉线呼叫工位、呼叫类型、重要设备状态、输送线状态等信息。当拉线呼叫动作时PLC自动记录呼叫工位以及呼叫分类等信息,并且能够实时记录当主线上设备发生故障的设备代码。然后通过远程输出口点亮ANDON看板上的指示灯,来及时提醒相关人员进行相应的作业。
(4)输送线的控制单元
本单元包括Profibus-PA元件、变频器、变频电机等主要元件。节拍ANDON是JIT(准时化)生产的有力保证,生产线上的操作员以节拍提示为参考,在规定时间内完成规定的工作任务,做到了准时化生产。输送线的控制在此单元中尤为重要,其控制速度与生产节拍相吻合,生产节拍已定则其速度也就自动调整为与节拍相应的速度,如图2所示。
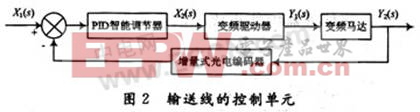
图2中:X1(s)为生产节拍指令;X2(s)为变频器输入控制指令;Y1(s)为马达控制信号;Y2(s)为输送线速度。
(5)设备管理单元
该单元主要通过输入口采集设备的状态、工作结果等相关信息。当设备出现故障或工作结果不合格等重要信息时,ANDON看板给予提示,并停止运送线,从而避免了装配质量的不良品流入下一工序。
2.2系统软件的设计
软件设计流程图如图3所示。
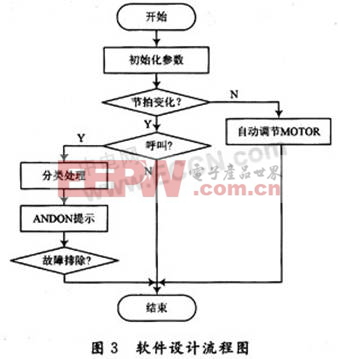
系统的程序开发是在SIEMENS公司STP7 V5.3下进行的,该编译器功能非常强大,能对语句、功能块、梯形图混合编译,并支持在线调试。
3 结 语
本系统的开发应用,将能充分发挥上层系统调度、优化、决策的功能,更容易构成计算机集成制造系统(CIMS)并更好地发挥其作用。有利于企业实施综合自动化策略,使企业从粗放型向集约化转化。这套系统自运行以来,稳定性非常好,未出现网络故障。
1
2

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码