PC+TurboPMAC实现开放式数控系统
图3为数控系统的工作流程,顺序由PC、TurboPMAC和伺服驱动系统三部分完成整个数控过程。该控制流程在组成结构上与目前基于“PC+PMAC”并联机床数控系统的研究成果相比,最大特点就是将粗插补和逆运动学变换嵌入到TurboPMAC中,使3PRS-XY混联机床数控系统实时控制性能明显提高。
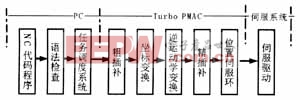
图3 数控系统工作流程
并联机床控制是并联机床研究的关键技术,也是难点,比传统机床的控制更为复杂。传统机床的每一个自由。度均有一套专用的伺服驱动系统,每个自由度的运动是独立的。并联机床的自由度是耦合的,刀具在操作空间的运动是关节空间伺服运动的非线性映射。刀尖轨迹规划和编程在虚轴上进行,一般基于笛卡儿坐标,而实际驱动轴在并联杆系的节点上,是基于关节坐标的,它们之间的运动是非线性关系。因此,必须通过机构的逆运动学进行变换,将虚轴的规划量转换为实轴的控制量,该过程又称为虚实映射。由于虚实变换具有很强的非线性,为保证精度,在施行运动学变换前,还必须首先对规划轨迹(包括直线段)进行数据点密化,即在笛卡儿坐标空间中进行粗插补。通过粗插补处理,可以有效地减少由于非线性映射造成的原理性误差。采用极小的采样周期进行粗插补,所产生的此类误差甚至可忽略不计,但插补所产生的大量的数据需要传送到运动控制器中,由于通讯速率的限制而导致在线实时控制功能难以实现。本系统充分利用了TurboPMAC提供的运动学计算功能,将逆运动学计算程序下载到TurboPMAC中,并且由Turbo PMAC来完成粗插补处理,极大地降低了PC与TurboPMAC之间的数据传输量,提高了数控系统的实时性能。粗插补采用了时间分割算法,通过TurboPMAC提供的段细分功能实现,并通过特定的I变量设定粗插补周期。精插补采用TurboPMAC内置的样条插补功能,以此来提供伺服控制所需的位置指令数据。
控制系统的这种设计方法,使数控加工程序的运行过程不再依赖于上位机操作系统的实时性能,完全通过TurboPMAC自身完成混联机构的运动控制。同时可直接利用TurboPMAC提供的C代码调用功能和刀具半径补偿功能,降低了系统的开发周期,提高整个数控系统的实时控制功能。
5 数控系统软件设计
数控系统软件基于Windows操作系统平台,用Borland的C++Builder6.0开发。软件系统采用多任务调度模式开发,根据预定的调度策略调整各功能事件的运行状态。图4所示,整个任务系统包括两大模块:系统管理和机床接口。由于运动学程序已嵌入到TurboPMAC中,数控系统软件不再对运动学变换和插补进行任务分配。
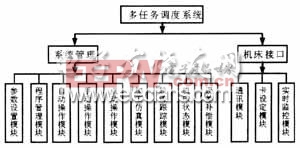
图4 控制系统软件模块
系统管理模块主要完成数控程序的预处理和人机信息交互,其中:参数设置模块用于设置刀具参数设置和机床结构参数;文件管理模块用于载人、存储或编辑NC加工代码程序;自动操作(Auto)模块完成数控程序的自动下载和运行控制;手动操作(MDA)模块可手动输入单条数控指令,直接控制机床单步运动;点动操作(Jog)模块控制机床各虚拟轴的点动运行,进行刀具位置调整和工件坐标系的确定;仿真模块根据加工程序进行机构的运动学仿真,校验作业空间和运动干涉;轨迹跟踪模块实时显示电机运动轨迹和虚轴刀尖轨迹;机床状态模块显示刀尖坐标值、主轴转速、进给速度、操作状态和故障状态等信息;误差补偿模块动态加载误差补偿规则、算法和数据,修正运动控制量,减小加工误差。误差补偿数据可通过专用仪器检查刀尖位置获得,也可来源于加工过程中的误差测量统计。
机床接口模块负责处理与TurboPMAC有关的任务,其中:通讯模块用于建立PC与Turbo PMAC之间的数据通讯渠道;卡设置模块完成TurboPMAC的初始参数配置;实时监控模块用于完成数控程序和数控命令的下载,并实时检查TurboPMAC数据区状态和伺服系统运行状态,将检查数据传送到轨迹显示模块和机床状态显示模块,实现刀具轨迹、伺服轴运动轨迹、控制状态和故障报警的实时显示。
6 结束语
本设计减轻了主机运行和数据通讯负荷,提高了控制的实时性能和主机的管理功能。软件系统充分利用了Windows平台的资源优势,采用面向对象的设计方法建立友好的用户操作界面和任务调度体系,使整个系统模块化程度高、可操作性好且功能便于扩展。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码