基于PLC的自动化立体仓库系统设计
2 自动化立体仓库控制系统总体设计
2.1 硬件设计
自动化立体仓库控制系统硬件组成如图2所示,主要由安装组态王监控软件的监控机、上位机S7-300、下位机S7-200、PROFIBUS现场总线等组成,依靠工控软件组态王Kingview实现数据的通讯。
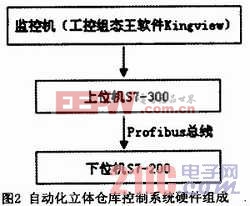
自动化立体仓库控制系统主要完成采集系统数据;监视系统状态;处理系统异常情况;负责码垛机调度;仓库作业管理;确定库格;人机交互等任务。
2.2 软件设计
2.2.1 监控机与上位机S7-300的通信
监控机与上位机S7-300之间通信步骤如下:
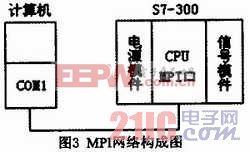
(1)对S7-300硬件进行组态,即对S7-300的机架底板、电源、CPU、信号模件等按其实际配置和物理地址进行组态。其中在CPU的组态中要设置MPI地址,最后将组态程序表下载PLC以确认。如图3所示。
(2)S7-300软件编程。在STEP7中,可用梯形图、语句表或流程图进行编程,若选择“线性程序设计”方法,则把所有程序放在组织块OB1中即可,OB1是PLC操作系统与用户程序间的接口,PLC周期性调用此模块。若选择“结构式程序设计”方法,则通过组织块OB1调用其它模块如功能块FB、数据块DB等。
2.2.2 下位机S7-200编程
下位机S7-200进行自动控制的程序包括:系统初始化程序、设备就绪程序、手动控制程序、意外处理程序、取出控制程序、送入控制程序、仓库位置判定子程序、中转位置定位子程序、进入退出子程序等。图4为主控制程序流程图。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码