基于LabWindows CVI的扭矩扳手数据处理系统的设计与实现
摘要:针对工业现场对扭矩扳手的检定点、自动检定次数、加荷速率等参数进行实时监控,扭矩扳手相关资料的录入、存储、查询,及扭矩仪表的数据采集、电动机控制等功能的要求,为了适应现场环境,提出了一种将传感器技术、数据库技术、控制技术及虚拟仪器技术相结合的设计方案。该方案以研华TPC-1570H工控机、PCI-1761采集卡和TCA称重传感器结合AT-150扭矩测量仪为平台,设计了数据采集模块、扭矩
测量仪控制模块和电机控制模块。应用虚拟仪器软件LabWindows CVI编写程序,实现了对扭矩扳手检定值的采集、分析、存储、打印和报警。经过试验测试表明:系统运行稳定,效果良好。
扭矩扳手是广泛使用于航空、航天、舰船、汽车、石油化工等工业部门的一种高精度装配工具。各种扭矩扳手在出厂前或使用一段时间后均需检定,以保证使用要求。
目前,检定单位使用机械式检定仪,通过人工手动检定,扭矩扳手的检定结果需要人工录入计算机后保存、打印输出,这种检定方式既费时又费力,而且检测结果受操作者的经验影响,容易造成人为因素影响检测结果的准确性。
本系统不但可以进行扭矩扳手的人工手动检定,还具备自动检定的功能,并且将扭矩扳手的基本信息、标准装置的基本信息、每一检定点的3个检定值、示值相对误差、示值重复性及准确度级别等参数保存到Access数据库中,以便对数据进行分析和打印输出。
硬件方面,由于2~3 000 N·m的扭矩负荷输出相差太大,要想将多个量程的传感器集成于一台加载装置上,用一台伺服电机驱动,很难对大小量程进行兼顾,所以,本系统用两台设备来实现此功能。一台装置用一个传感器实现2~10 N·m量程段的检测功能;另一台装置用4个传感器实现10~3000 N·m量程段的检测功能。软件方面,采用虚拟仪器编程软件LabWindows CVI,编写了手动示值式扭矩扳手(指针式、数字式)和手动预置式扭矩扳手的检定程序。
本系统检定准确、性能稳定、功能丰富、操作简便,在扭矩检定中具有很高的应用价值,可以成为企业、科研机构控制扭矩扳手、扭矩螺丝刀产品质量的重要手段。
1 系统硬件设计
1.1 总体设计
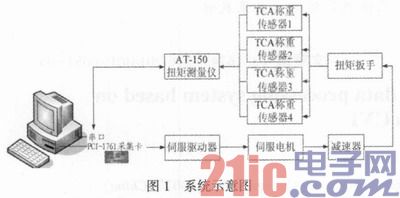
数据处理系统由工控机、采集卡、软件平台、扭矩仪表、伺服电动机、减速器和扭矩传感器(4个)等主要部分组成。系统示意图如图1所示。4个TCA称重传感器完成10~3000 N·m量程段扭矩扳手的检测功能,AT—150扭矩测量仪将称重传感器检测到的扭矩值通过RS232串口发送给工控机,工控机根据在LabWindows CVI环境下编写的程序,通过PCI—1761采集卡控制伺服驱动器,从而控制伺服电机的转向和转速,以不同的控制要求完成对扭矩扳手扭矩的加载和卸载。
1.2 硬件介绍
1.2.1 AT-150扭矩测量仪
AT-150扭矩测量仪,具有精度高、性能稳定、功能强大、操作简便等特点,主要用于扭矩峰值检测。该测量仪具有以下功能特点:1)荧光双显示屏,清晰直观;2)4通道传感器输入;3)自动零位跟踪功能;4)全面板式数字调校及工作参数设置;5)模拟、数字滤波参数设置;6)4种力矩单位示值自动转换;7)峰值保持及第一峰值保持;8)6组预设值及超差设置。
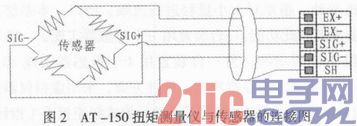
AT-150扭矩测量仪与工控机通过RS232接口连接,AT-150扭矩测量仪与TCA称重传感器的连接如图2所示。图中EX+:激励正EX-:激励负SIG+:信号正SIG-:信号负SH:屏蔽。
1.2.2 TCA称重传感器
TCA称重传感器材质为不锈钢,广泛应用于悬挂容器称重、起重设备测力应用,船用、港口机的测力应用,材料试验机应用等其他测力装置。
1.2.3 PCI-1761采集卡
PCI-1761是一款PCI总线的继电器输出及隔离数字量输入卡,它提供8路光隔离数字量输入通道,在噪声环境下为采集数字量输入提供3750VDC的隔离保护;它带有8个SPDT继电器可以用作开关控制设备或者小型电源断路开关。为了便于监控,每个继电器都带有一个红色的LED指示灯,用来显示继电器的开关状态。PCI-1761的8路光隔离输入通道是噪声环境或电位漂移下数字量输入的理想选择。
2 系统软件设计
本系统主要完成两个控制要求:手动示值式扭矩扳手(指针式、数字式)、手动预置式扭矩扳手的检定,恒扭矩加载率控制要求。手动示值式扭矩扳手(指针式、数字式)的检定需要结合手动操作;手动预置式扭矩扳手的检定程序,可以人工手动检定,也可以自动检定,在自动检定时,首先控制伺服电机以一定速度正转,完成扭矩的加载过程,当扭矩扳手的实测值下降10%时,该实测值即是扭矩扳手的实际扭矩值,此时,控制伺服电机以一定速度反转,完成扭矩的卸载过程,并按国家标准JJG707—2003要求,自动判断扭矩扳手是否合格,将检定结果记录在表格和数据库中。如果在加载过程中,为了防止扭坏扭矩扳手,当扭矩的实测值超过待测扭矩扳手的扭矩值的10%时,控制伺服电机反转,进行卸载。恒扭矩加载率控制方框图如图3所示,首先给定扭矩加载率,将实际扭矩加载率和给定扭矩加载率比较,如果实际扭矩加载率等于给定扭矩加载率,控制伺服电机保持目前加载速度不变;如果实际扭矩加载率小于给定扭矩加载率,控制伺服电机加速;如果实际扭矩加载率大于给定扭矩加载率,控制伺服电机减速。

2.1 初始化PGI-1761采集卡
PCI-1761采集卡和计算机通过PCI总线进行通信。LabWindows CVI程序启动时对PCI-1761采集卡进行了初始化,主要程序如下:
2.2 LabWindows CVI与AT-150扭矩测量仪的通信
LabWindows CVI与AT-150扭矩测量仪通过RS-232进行通信,串口波特率为9600,数据位8位,停止位1位,偶校验。主要程序如下:
ComWrt(comselect,startsample_SJ,7);//计算机向AT-150扭矩测量仪发送命令
state=ComRd(comselect,readBuf,18);//计算机接收AT-150扭矩测量仪发送的数据
根据AT-150扭矩测量仪的通信协议,编写了相应的数据处理函数,方便的将扭矩值显示在计算机上。
2.3 Access的初始化程序
在扭矩扳手检定前需要将扭矩扳手的信息录入到数据库中,程序中设计了“录入”界面;在扭矩扳手检定后需要给出打印报告,并将检定结果存储到数据库中。在程序安装以前需要在“管理工具”中用“ODBC数据源”配置数据库,Access的初始化程序如下:
if(SQLDBint(NJ_db1)==FAIL)
{ MessagePopup(“错误”,“数据库初始化失败”);
return-1;
}
hdbc=SQLDBDSNConnect(NJ_db1,“SJK”,“admin”,“”);
3 试验结果
试验结果如图4所示,图中的“检定次数”栏中设定扭矩扳手的检定次数,可以自动完成扭矩扳手的检测,界面上设置有“超限”和“检定点”指示灯,用于指示扭矩值超量程和扭矩的实测值。界面中的“证书编号”可以自动生成,选择了“检定点”的个数后,表格中的检定点自动生成。界面中的左下方为电机控制区域,右下方为扭矩仪表控制区域。
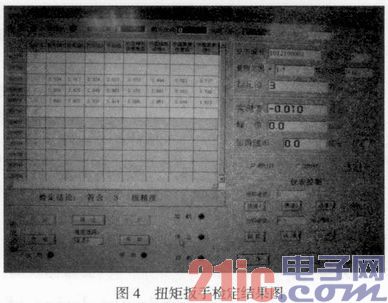
通过对不同量程扭矩扳手的连续检测发现,LabWindows CVI可以实时的用收到的数据按照国家标准IJG707—2003计算出被测扭矩扳手符合的的精度等级,并可以依据系统数据库中存储的信息自动对检定结果是否合格进行判断,反应迅速。
4 结束语
文中研制了一种扭矩扳手自动检测系统,数据处理平台基于LabWindows CVI的数据采集系统,给出了系统的软硬件设计,介绍了系统的数据采集、传输、处理的整个流程,成功实现了LabWindows CVI对扭矩扳手数据的处理,及扭矩扳手检定点的自动和手动的控制。通过现场应用表明,该系统达到了设计要求,效果良好。
关键词: LabWindows CVI 传感器 扭矩 数据处理

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码